服务热线
0512-36869849服务热线
0512-36869849

随着电子信息产业的发展及集成电路产能的扩张 ,集成电路产业在近几年获得了空前的发展 。在集成电路的生产中,引线框架是重要的辅助材料。为了保证引线框架的工作性能,必须对其特定区域进行局部贵金属点镀。
根据点镀区控制方法的不同,可将点镀分为履带式点镀 、压板式点镀及轮式点镀三种类型。压板式点镀的模具制作简单,但镀层厚度不均匀,在引线框架累积公差的影响下,长时间工作后会产生镀区偏移 。轮式点镀具有效率高、镀层厚度均匀等优点 ,但对模具制作的要求高。现市面上存在的点镀轮常见的问题就是点镀轮的形位精度低、尺寸精度差。现代高速生产中料带的速度较快,导致点镀轮圆跳动明显,造成生产中材料带颤抖并出现皱纹或倦怠,使得产品精度受到影响。
我司主要采用以下几点方法解决上述问题:
1. 使用分辨率为1μ的影像测量仪对生产线使用的引线框架料带进行连续n个引线框架单元的长度检测,再通过计算获得每个引线框架单元的长度。
2. 精确计算点镀轮工作面的直径,为解决在工作环境下料带和点镀轮的尺寸偏差,我司通过22年的点镀轮制造经验,总结出点镀轮制造尺寸精确公式,解决上述问题。
3. 采用创新的遮掩膜设计以及唯一的陶瓷定位针选择。
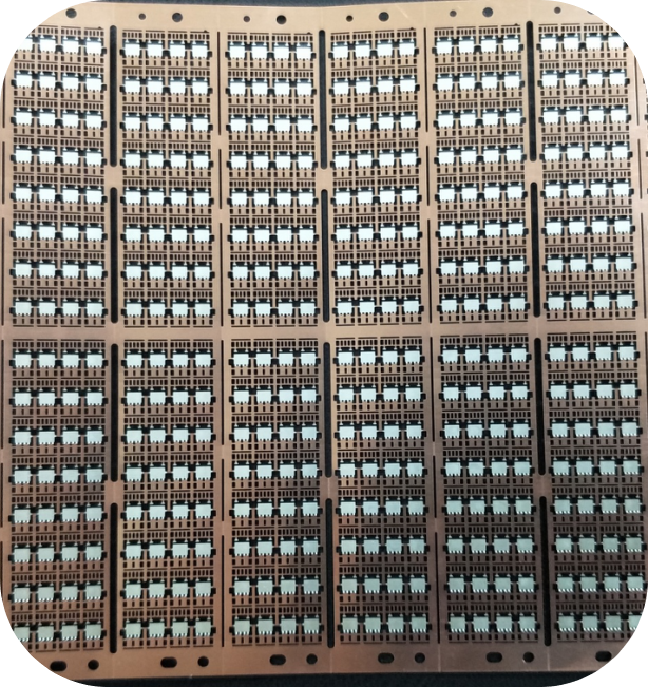
下图为我司点镀轮镀后产品展示:

上一篇: 片式引线框架镀银压板线
下一篇: 连续卷式自动放料自动焊接设备
电话:0512-36869849
邮箱:zah@chzyd.com
地址:中国江苏省昆山市玉山镇望山北路399号
Copyright © 2021-2026 昆山一鼎工业科技有限公司 版权所有 备案号:苏ICP备20046551号-1

关注我们